
Нижнетуринские якоря
Шлемов А.В.
Авторский отдел 

В конце 1970 - начале 1980х гг., в старой части Нижней Туры, стараниями бывшего директора НТ ЭАЗ Леонида Васильевича Предеина, был открыт музей, в котором был собран очень большой материал по истории Нижнетуринского завода (почти до 1940х гг. это было официальное название Нижней Туры). Были представлены планы заводского поселка, действующие макеты оборудования производственных цехов железоделательного завода. Детально описана вся старая технология доменного, железоковательного и листового производства – та, по которой готовилась и выпускалась продукция завода, и благодаря которой Нижняя Тура жила и развивалась на протяжении почти двухсот лет.
Тогда, впервые, Л.В. Предеиным было отмечено, что в Нижней Туре ковались якоря, причем, одни из лучших в мире.
Закрались сомнения. Невероятно, чтобы якоря, весом до тонны и более ковались вручную.
А какие ковались якоря? Как ковались? Сколько? Куда и как их везли? Когда ковались? Кем? На какие корабли устанавливались?
Были опрошены, тогда еще бывшие в живых, старые нижнетуринцы-металлурги, работавшие на заводе до революции. Никто ничего сказать не мог. Казалось бы, кому как не Л.В. Предеину, последнему директору Нижнетуринского металлургического завода, знать об этом. Но даже такой знаток промышленности старой Н.Туры как Леонид Васильевич, и тот не смог ответить на эти вопросы, сделав ссылку на книгу ленинградского историка Л.Н. Скрягина «Книга о якорях».
Итак, все эти вопросы остались открытыми. Все знания о нижнетуринских якорях, свелись к одной строчке из книги Скрягина: «В середине прошлого века самыми надежными якорями в мире считались те, которые ковали на Урале на Боткинском, Серебрянском и Нижнетуринском заводах». В подтверждение этого приводятся похвальные слова, якобы сказанные самим П.С.Нахимовым, в отношении нижнетуринских якорей.(1)
Эта строчка из книги, стала за много лет в Нижней Туре почти крылатой, и только поистине глухой нижнетуринец о ней не слыхал. И вот уже к 1999г., местный краевед-металлург, более специализировавшийся на боевом пути и биографиях большевиков-нижнетуринцев, уточняет, что в Нижней Туре «для отливки якорей на морские и речные суда на заводе имелась специальная сталеплавильная печь».(2)
И вот, полулегендарный, «литой», почти с виртуального пьедестала, якорь поднялся еще выше – на геральдический щит города. Правда с оговоркой, что является он символом спасения в бурях, надежности и постоянства. С точки зрения геральдики это совершенно справедливо, но какие же они, - реальные нижнетуринские якоря? Попробуем разобраться.
Со второй половины 18-го века якоря на Урале ковались лишь на заводах, имеющих специально оборудованную, так называемую «якорную фабрику», т.е. якорный цех (3).
Наличие «якорной фабрики» не всегда предполагало выпуск якорей. Просто там были установлены и находились наиболее крупные молоты и большие горны, позволяющие изготовлять крупногабаритные детали для собственного производства – новые молоты, валки и т.п., а также производить ремонт старого оборудования. Ковкой якорей занимались большие казенные заводы.
Их было шесть:
1. Камские: Ижевский (с1760г.) и Воткинский ( с 1759г.);
2. Екатеринбургский (с 1725г.);
3. Гороблагодатские: Верхнетуринский (с 1739г), Серебрянский (с1755г.), Нижнетуринский (с 1766г.)
Нижнетуринский завод, по планируемой мощности оборудования как 20-ти молотовой, согласно замыслам руководителей Берг-коллегии, должен был в то время мало, чем уступать перечисленным заводам, строился большим железоделательным и, вероятно, вполне подходил для производства якорей(4). Неслучайно, уже сразу после пуска первого молотового цеха, была готова и якорная фабрика с одним молотом и двумя горнами, а к 1807г. введено в действие еще два якорных горна (5).
Но нельзя забывать, что завод строился «на казенный кошт», построился фактически «за одно лето» с 1765г., был пущен далеко не полностью достроенным (с 4 молотами) и смог заработать на полную мощность (с 20 молотами и всеми вспомогательными цехами) лишь в самом начале 1800х гг. То есть почти за сорокалетие, Нижнетуринский завод несомненно отстал в своем развитии, сравнительно с Камскими заводами, построенными на 15 лет ранее, на частные средства графа Шувалова, с привлечением капиталов первых Российских банков. И находились те, Камские заводы рядом с судоходной Камой – транспортной артерией, соединяющей Урал с центральной Россией и южной Россией(6).
Все это, как будет видно далее, имеет прямое отношение к вопросу о производстве якорей.
Итак, обратимся к статистике, взяв за основу «Генеральное описание о монетных дворах, литейных и всех горных заводах, в ведении Государственной Берг-коллегии состоящих..» за 1795г. и рассмотрим сравнительный выпуск якорей, по указанным выше заводам, за период с 1783 по 1796гг(7).
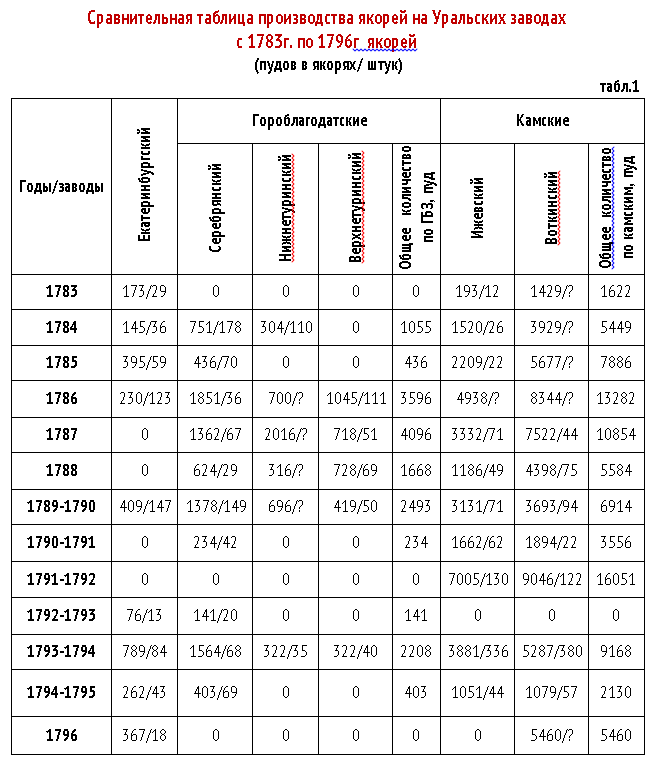
Как видно из таблицы №1, за тринадцать лет, якорный цех Нижнетуринского завода произвел 4354 пуда в якорях, будучи загруженным заказами Адмиралтейства лишь в 1784, 1786- май 1790, 1793-94гг. Доля выпуска нижнетуринских якорей по трем Гороблагодатским заводам составляла 26%. А в целом по уральским якорям, равнялась лишь 4%, растворяясь в продукции гигантских якорных производителей – Ижевского и, главным образом, Воткинского заводов.

Вес нижнетуринских якорей, за указанный период, составлял от 2,76 до 9,5 пудов, серебрянских – от 4,5 до 51 пуда, ижевских и воткинских – от 11 до 150 пудов.
Не случайно, еще в 1779г., указом Екатерины II, Воткинскому заводу было разрешено ковать тяжеловесные якоря весом более 50 пудов. Этому способствовало удовлетворение прошения Демидова императрице, с просьбой снять с демидовских заводов государственный наряд на выковку якорей. К середине 19 в., воткинские якоря достигли веса до 5 тонн и, действительно, заслуживали названия «Царь-якорь». Устанавливались они на самые крупные линейные корабли Черноморского флота.
Что касается Нижней Туры, то якоря здесь стали ковать с 1784 года и при том самые легкие. Из табл.№1 видно, что в 18 веке, Адмиралтейство загружало якорный цех завода только в годы значительной потребности в якорях:
- 1783г. – зарождение нового Черноморского флота. Руководитель строительства флота Ф.Ф.Ушаков планирует спустить к 1784г. уже первый крупный боевой корабль. Определен штатный состав флота, включающий несколько десятков мелких кораблей парусно-гребной флотилии, предназначенной для будущих боевых действий против турок на Дунае и на Днепровско-Бугском лимане.
- 1786г. – в преддверии войны с Турцией спешно достраивается флот.
- 1787-91гг. – русско–турецкая война, причем с активнейшим использованием парусно- гребных судов. (Достаточно вспомнить боевые действия флотилии О.М.Де Рибаса.)
Видно, что производство якорей в Нижней Туре и, вообще, в Гороблагодатском округе отличалось неравномерностью объемов годового выпуска, носило вспомогательный характер и существовало лишь в качестве необходимой поддержки для Камских заводов.
Внутренняя и внешняя политика России в начале 19 в. определила дальнейшее развитие уральских якорных заводов. С 1807г. полностью прекращено якорное производство в Ижевском заводе - налаживался выпуск оружия. В 1811г. Верхнетуринский завод переходит к выпуску пушек. Прекращено производство якорей и в Екатеринбурге. Зато, с 1816г. приступил к изготовлению тяжеловесных якорей Серебрянский завод, получив такое же право, как и Воткинский. На всем Урале остается только три завода, выпускающие якоря.
Воткинский и Серебрянские заводы выпускают весь весовой ряд якорей, специализируясь, главным образом, на производстве тяжеловесных. Увеличение выпуска таких якорей диктуется развитием флота, появлением судов водоизмещением несколько тысяч тонн, которые вытесняют малотоннажные корабли. Нижнетуринский завод, производит по-прежнему только легковесные якоря. Такое распределение по заводам, учитывало необычайную сложность доставки тяжелых якорей из Нижней Туры до пристани на Каме, на расстояние около 100 верст. Кроме этого, Нижнетуринский завод был тесно интегрирован в систему пяти заводов Гороблагодатского округа, как передельное предприятие для производства сортового металла, листа различной толщины. Якорное производство в Нижней Туре было ответственейшим, но никогда не главным, а скорее вспомогательным и даже обременительным для завода.
Обратимся к «Горному журналу» за 1836г.(8):
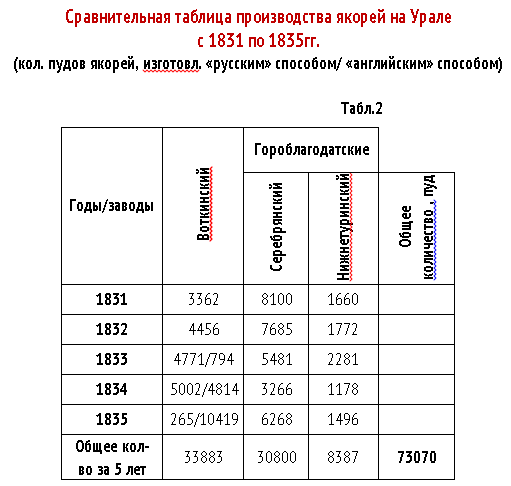
Как видно, Воткинский и Серебрянский заводы в 1830х гг. выпускают почти одинаковое кол-во тяжелых якорей, увеличив выпуск: Воткинский - в 1.5 раза, Серебрянский - почти в 9 раз. Нижнетуринский завод увеличил производство легковесных якорей более чем в 5 раз. К сожалению, рассматривая периоды 18 и 19вв., нельзя увидеть четкую картину по изготовленному количеству якорей в штучном исчислении. И конечно, следует понимать, что изготовить один якорь в 100 пудов при наличии необходимой грузоподъемной оснастки вряд ли намного тяжелее, чем изготовить 10 якорей по 10 пудов при тех же технологических операциях, с теми же жесткими требованиями «петровского Регламента», при меньшей механизации – т.е. при увеличении доли ручного труда.
В 1843г. по Гороблагодатским заводам выпущено уже всего лишь13шт. якорей (не установлено, чье производство) на 437 пудов(9).
В 1845г. – заказано только 4 якоря на Серебрянкий завод, на 954 пуда(10). Сведений, позже 1843г. о производстве якорей в Нижнетуринском заводе, не обнаружено.
Следует сделать вывод, что в Нижнее Туре, производство якорей прекращено к середине 1840-50гг. окончательно. Вызвано это уменьшением потребностей экономики государства в легких якорях. Зато с развитием строительства пароходов необычайно возросла потребность в «кубовом», «котельном» железе. Развитие городов обуславливало необходимость увеличения выпуска плющильного железа, тонкого листа. По эти видам продукции, Нижняя Тура, в указанный период, являлась несомненным лидером среди Гороблагодатских заводов, опережая по валовому выпуску всего многообразного сортамента металла ( включая и якоря), например, тот же Серебрянский завод. Превышение выпуска составляло от 3000 до 16000 пудов.
Куда же и как отправлялись якоря, на какие суда ставились?
Балтийский флот, ко второй половине 18 в., был обеспечен вполне якорями старых Олонецких заводов, а впоследствии якорями Ижорских заводов, для которых поставлял во второй половине 19 в. кричную заготовку именно Нижнетуринский завод.
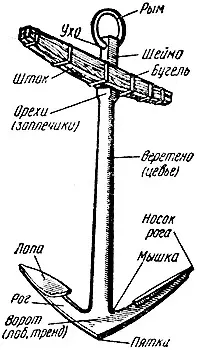
Крупные же корабли той эпохи имели по 3-5 якорей. «По назначению якоря делятся на становые (в носу) — для удерживания судна на стоянке, и вспомогательные (в корме) — для разворота судна, стоящего на становом якоре, удержания судна лагом к ветру (стоп-анкеры, верпы). Самый большой якорь парусного корабля — правый становой — называется плехт. В парусном флоте плехт являлся эталоном для расчета массы остальных якорей данного корабля, каждый из которых был легче плехта на определенную часть.
Стоп-анкер был обычно значительно легче станового якоря и размещался в кормовой части корабля. Корабли водоизмещением 800 тонн и менее снабжались верп-анкером. Этот якорь используется в качестве станового якоря в случае его потери или в аварийных ситуациях, например, для снятия судна с мели, перемещения его на другое место при отсутствии хода и так далее. В этих случаях верп завозится на шлюпках с кормы судна и сбрасывается в нужном месте. На правом борту парусного судна располагается запасной якорь той (той-анкер). Той помещался позади правого станового якоря и принадлежал к судовым якорям малого размера. Левый становой якорь корабля называется дагликс. Он относился к якорям средних размеров. Кроме того, в трюме грот-люка находился большой запасной якорь — шварт». (11).
Существует много способов определения для корабля потребного веса якорей. Возьмем простейший из них:
— вес плехта, выраженный в фунтах, должен превышать в цифровом выражении водоизмещение корабля, выраженное в тоннах.
Согласно этому правилу, не трудно подсчитать, что в 1784г., 110 якорей, весом в 2.76 пуда, выпущенных в Нижнетуринском заводе, могли быть установлены на судах водоизмещением не более 100 тонн, а выпущенные в 1793г., весом в 9.2 пуда – на судах 368 тонн.
Таким образом, можно с уверенностью сказать, что нижнетуринские якоря, мог носить любой военный, разведывательный, грузовой и почтовый корабль: шлюп, бриг, бригантина, легкая шхуна, пакет-бот. Могли использоваться нижнетуринские якоря и в качестве вспомогательных якорей ( дагликсов, той-анкеров ) для фрегатов. Военные и транспортные суда речных флотилий - прамы, шнявы, боты и т. п., безусловно, также носили нижнетуринские якоря. В связи с русско-турецкими войнами, во второй половине 18 в., именно на легкие якоря и была наибольшая потребность. Штатное расписание Черноморского флота Ф.Ф.Ушакова на 1787г. включало лишь 12 линейных кораблей и 20 фрегатов, а военных легких парусных и парусно-гребных судов – несколько десятков(12).
Из Нижней Туры, готовые якоря везли конной тягой до Кушвинского завода, а потом еще 60 верст до Ослянской пристани, близ Серебрянского завода. Академик Безобразов писал: «… считаю долгом моим упомянуть о полном расстройстве этой дороги, вовсе не исправляемой.. Ныне провоз от Кушвы до Ослянской пристани на 60-ти верстах расстояния обходится иногда до 15 и 18 копеек с пуда, а осенью провоз невозможен ни за какие деньги»(13). Правда писал он это в середине 19го века, но маловероятно, что и 50-70 лет ранее, эта дорога была намного лучше.
В Ослянской пристани формировался т.н. «железный караван» Гороблагодатских заводов. Барки, грузоподъемностью 8 – 10 тн., изготовленные на Илимской пристани, к моменту отправки каравана перегонялись на Ослянскую пристань для погрузки. Якоря, под присмотром караванных смотрителей грузили и «сплавляли вниз по реке Каме, а потом по Волге до села Переволоки. Там якоря перегружали с барок на мелкосидящие баржи, и бурлаки тащили их по притоку Волги – реке Камышинке и до истоков реки Иловли, впадающей в Дон. Тут наступала зима, и по первопутку на огромных санях везли якоря целых пятьдесят верст. Весной, когда реки вскрывались, якоря попадали в бассейн Дона, а уже потом в Азовское и Черное моря. В Севастополе или Николаеве к ним приделывали дубовые штоки»(14).
При рассмотрении вопроса доставки нижнетуринских якорей, обнаружились интереснейшие факты, практически широко не известные ранее.
Нижнетуринский завод – единственный завод из предприятий Гороблагодатского округа, расположенный на восточном склоне Уральского хребта ближе всех к судоходному участку реки Туры. При определенных затратах со стороны казны он, вероятно, мог бы иметь транспортный выход в бассейн сибирских рек Тобольской губернии. И как выяснилось, этот выход действительно был.
На реке Туре, находилась Нижнетуринская пристань. Весной ширина реки достигала 15–100 саженей, а глубина 2–7 аршин. Во время разлива река становилась судоходной до устья реки Салды. На Нижнетуринском заводе строили суда, на которых до Тобольска отправляли железо. Эти суда поднимали груз в 1000–1800 пудов (15). Но если везли железо, везли и якоря. Какими якорями была оснащена Тобольская речная флотилия?
Из полутора десятков бухгалтерских отчетов Нижнетуринского завода, был наугад просмотрен один, за 1813г. И вот доказательство. Из трех якорей по 2.69 пуда, откованных в Нижней Туре в 1813г., два якоря «отпущено на Меркушинскую пристань»(16). Учитывая, что на Меркушинской пристани в основном и строились транспортные, торговые речные суда, можно сделать вывод, что Туринский речной флот, вероятно, полностью был оснащен нижнетуринскими якорями. Кроме Нижнетуринского завода, другого поставщика якорей в Тобольскую губернию просто не было.
Чтобы понять всю сложность и трудоемкость процесса изготовления якоря, необходимо сказать несколько слов о технологии производства, взяв за основу, описания горных инженеров Леонтьева, Носкова и Ковалевского (17).
В Нижней Туре производство якорей происходило по «русскому» способу.
Части якоря изготовлялись из брускового железа, проходившего пробы на удар об острую наковальню (18).
При сборке основы якоря – веретена, брался пакет брускового железа. В зависимости от веса якоря, бруски размешались по несколько штук в ряду. Швы каждого ряда перекрывались брусками следующего ряда, т.е. поперечное сечение пакета брусков представляло из себя квадраты, расположенные в шахматном порядке – для лучшей проварки.
Собранный таким образом пакет брусков, тем концом, который обделывался в шейму (верхняя часть якоря ) – место где устанавливается кольцо якорной цепи – закладывался в печь. «Ему дается вар в такой степени сильный, чтобы можно было нагретую часть пакета сжать до тесного соединения между собой брусков, составляющих сборку. Этим порядком продолжается проварка и обжимка пакета до середины, после чего пакет оборачивают и закладывают в печь другим концом, и от него также ведут обжимку к середине.
Таким образом, для обжимки всего пакета нужно девять-десять раз закладывать его в печь для нагрева и столько же раз подносить под молот для обжимки». «Обжимные вары дают самые высокие, или, как говорят мастера, жестокие, для того чтобы на первых же порах тщательнее проварить внутренность сборки. Если же не давать сильных варов, и тем самым не содействовать, по возможности, тесному соединению полос в одно целое, то впоследствии при проковке веретена, оно непременно расколется, треснет по длине, и тогда ничего не остается как только закрепить трещины планками, а это средство годится разве для вида…
За обжимом следует проковка; она начинается от середины и идет к концам. Вары даются высокие. Само собой, кузнец наблюдает, чтобы проковка веретена совершалась в указанные размеры по длине и толщине». (18). Далее идет подгонка веретена под размер и вес – снова нагревы в печи и обрубка излишнего металла или, наоборот подварка.
Заготовка для двух рогов якоря готовится аналогично.
Для изготовления лап ( наконечников рогов якоря ) используются кричные куски металла сваренные в одну пласть. «Работа лапы совершается в продолжение восьми варов и более. Рог и лапу соединяют вместе посредством проварки в двух печах и проковки под молотом…». Далее «откованное вчерне под молотом веретено, рога поступают в якорные горны для отделки, которая заключается в доведении их точнее до установленных размеров, в придании им условленной формы и в подготовке к прочному между собой соединению».
Далее у веретена прежде всего обделывают шейму. Для этого дают ей 15-20 варов, «смотря по тому, нужно ли накладывать на нее планки, когда она откована тоньше, или можно и без планок привести ее в надлежащие размеры и вид. Потом приваривают заплечики для деревянного штока. После этого «начинается выглаживание или лощение, для чего слегка нагревают веретено и сбивают с него окалину балдами (двуручные молоты весом от 7 до 10 фунтов), а потом проглаживают легкими молотками, причем также делается не менее десяти нагревов».
Затем начинается обделка рога с лапой, т.к. рог из под молота, часто имеет неправильную форму и лапа к рогу приварена неровно или получилась длинна, коротка и т. п. Для исправления дают еще до 8 варов, обрубая излишний металл или, наоборот, подваривая планки или набивая клинья. «Но в этом состоянии рог не может еще идти в сноску ( т. е. свариваться ) с веретеном, он имеет довольно грубую наружность и ласка (клинообразная оттянутая толстая оконечность рога, которая и подваривается к веретену)) его не пригнана по замку веретена». Делается еще до 20 нагревов, чтобы убрать плены и пузыри – те и другие вырубаются и завариваются планками. Пригонка ласки рога против шипа веретена делается на сварочных печах, у молота перед сноскою якоря. Когда веретено и оба рога готовы, приступают к сноске.
Сноска веретена с рогами совершается в один прием. Для этого оконечности обоих рогов и веретена, долженствующие соединиться в одно целое и составить собою ворот якоря, закладываются в три сварочные печи. Когда все три части нагрелись до надлежащего вара, их выносят из печей под молот и кладут на наковальню сперва ласку одного рога, а на него шип веретена и потом ласку другого рога, стараясь при этом сколько можно точнее привести все три части во взаимное положение, соответствующее форме якоря, причем верхний рог наносится короче дюйма на два в том внимании, что молот, ударяя непосредственно по нему, удлиняет его более, чем нижний рог. После этого пускают молот на самый высокий подъем и спешат чаще наносить удары для того, чтобы, как выражаются кузнецы, «забить вар». Когда мастер увидит, что верхний рог хорошо сварился со шипом веретена, останавливают бой молота и, приподняв якорь, подкладывают под ласку нижнего рога железную прокладку и опять пускают молот, который ударами нажимает оконечность нижнего рога о прокладку и тем содействует надлежащей сварке.
Далее якорь поступает к горну.
«Поступивший в горн якорь находится в незавидном состоянии: место, где следовало соединение рогов с веретеном (ворот), представляет глубокие щели, впадины или ненужные возвышения металла; рога находятся не в одной плоскости с веретеном, и наружный обвод их не составляет той части окружности, какая должна образоваться при радиусе, равном 0,37 длины веретена. Кроме этих неизбежных недостатков, зачастую оказывается, что как веретено, так и рога в прилежащих к вороту местах сделались значительно тоньше вследствие данных им перед сноскою якоря сильных варов - одним словом, они обгорели. Чтобы при таком, можно сказать, жалком состоянии поступившего на горн будущего символа надежды придать ему и крепость и приличный вид, потребно много времени, труда и издержек; и в силу необходимости начинаются томительные работы.
В начале выправляют рога и веретено, прогибают их, оттягивают, скручивают, закручивают. И когда, наконец, эти части по их ширине совместятся между собой в одной плоскости сечения и лишний обвод рогов, хотя только отчасти, будет введен в орбиту нормальной кривой, то, довольствуясь и этим, приступают к накладыванию планок, чем и достигается цель придать якорю благообразие…
Как бы тщательно ни накладывались планки, но все-таки после их нужно кое-где снять излишний металл; для этого также требуется не менее тридцати варов причем, кстати, совершается и наклепывание. При наклепывании якорь нагревают докрасна, а молотки смачивают водой. Вода, испаряясь, отшибает, как выражаются якорные мастера, приваренные планки, вследствие чего и образуются плены; последние вырубают и вновь те места заваривают планками. Само собой, плены, образуются в таких местах, где кромки планок не сварились с якорем; через такие щели может проникнуть вода и там преобразиться в пар, и силою последнего тонкие части планок будут приподняты. При наклепывании число варов простирается до 20. Наклепыванием оканчиваются продолжительные мучения якоря» (19).

Далее, в Нижнетуринском заводе, якорь проходил следующие испытания на надежность. Якорь поднимался, в первый раз, на высоту веретена и бросался на чугунную плиту. Второй раз бросался с высоты в половину длины веретена. В третий раз с высоты - на длину рога. Выдержавший эту пробу, якорь бросался еще попеременно обеими сторонами веретена на острую чугунную наковальню(20). Чистота отделки проверялась нагревом до темно-вишневого цвета, когда проступают все недостатки поковки. Якорь подвешивали и били семифунтовыми молотами. При этом чистый, звонкий звук свидетельствовал, что поковка плотна и в ней нет раковин и трещин.
Если якорь выдерживал все испытания, на нем выбивали клеймо – имя мастера, имя управителя завода, имена двух свидетелей После выбивалась литера «Р», что значит «пробован». «А которые пробы не устоят, но изломаютца или разседины покажутца, таковых не принимать, но велеть исправлять в надлежащество, и по исправлении паки пробовать против вышеописанного и по пробе отдавать в казну. А за то время, что при исправлении пробудут, за работу ничего не давать, ибо они повинны оное исправно зделать с одного разу" (21).

С 1833г. на Воткинском заводе стал внедряться «английский» способ изготовления якорей по методу г.Перринга (22). Суть заключалась в замене брускового железа на полосовой металл. Понимая, что нагреть и проварить тонкие полосы намного легче чем бруски, рациональный англичанин, тем самым сводил к минимуму возможность брака якоря, по причине отсутствия опыта и мастерства у якорного мастера и варовщика. В «русском» же способе, основным условием качества был именно высочайший класс мастеров якорного дела. И поскольку в России «заморское» всегда считалось лучше отечественного, с 1838г. в Гороблагодатском округе перешли к выпуску якорей по «английскому» способу. (23).
В 1838г. горный инженер Егор Петрович Ковалевский ( выдающийся путешественник –исследователь Африки, Азии и Китая, писатель, дипломат), в работе «Якорное производство в Гороблагодатских заводах», фундаментально изучив производство якорей в Нижнетуринском и Серебрянском заводах, пришел к выводам, что местное производство якорей намного выгодней английского.
По его мнению «русские» ( нижнетуринские в частности) якори «обходятся несравненно дешевле… В каждом русском якоре приходится на поденщину за 12 рабочих часов 7 1/2 фунтов железа, а в английском якоре 3 1/2 фунтов… По русскому способу на 2 пуда железа в готовом якоре – в угаре 1 пуд., а при английском методе - 1 пуд 34 фунта… Сжигается 1 короб угля на пуд железа в якоре при русском методе, а при английском – 2 короба...» (24).
И наряду с этим, Ковалевский отмечал, что качество русских якорей отменно.
Е.П. Ковалевский констатирует факт: «Якорь в 8 пудов был приготовлен в Нижнетуринском заводе. Железо для него отжигалось в листокатальных печах около 1 часа, а лапы и планки «добура». При пробе бросали якорь с высоты несравненно высшей противоустановленной, но якорь остался без повреждений» (25).

Можно с уверенностью сказать, что производство якорей являлось вершиной кузнечного мастерства. Однако это производство являлось по-настоящему и одним из самых тяжелых видов труда среди нижнетуринских мастеровых.
Не легче было и горным инженерам. Ответственность и спрос за качество якорей лежала и на них. Документы донесли высказывание мичмана Горчакова, попробовавшего горной службы: «Лучше быть рядовым на Руси, чем здесь лейтенантом»(26).
История сохранила имена якорных мастеров-нижнетуринцев, поставленных на дело якорей. В конце 1770-х гг. в заводе работал якорный мастер Иван Баянов (27). С 1780-х гг.и в первое десятилетие 19 века якоря в заводе ковал мастер Алексей Трофимович Розуев, выходец из Новопышминской слободы с подмастерьем Осипом Кропивиным и варовщиком Игнатием Булыгиным, а также кузнецами – Иваном Овчинниковым, Симоном Петуховым, Сергеем Деминым, Григорием Собениным (28).
В 1824году, согласно «Формулярного списка мастеровых Нижнетуринского завода» у дела якорей стояли: ст. якорный мастер Василий Кропивин, мастера – братья Филипп, Макар и Осип Мурзины, мастера Афанасий Федоров и Степан Шарнинин (Шарнин). Это варовщики: Петр Мокин, Козьма Черных, Сергей Меркушин, Демид Уброгов, Петр Шарнин, Ермолай Дерябин, Матвей Ермаков, Матвей Кропивин (29).
В заключении, хочется привести интересный факт.
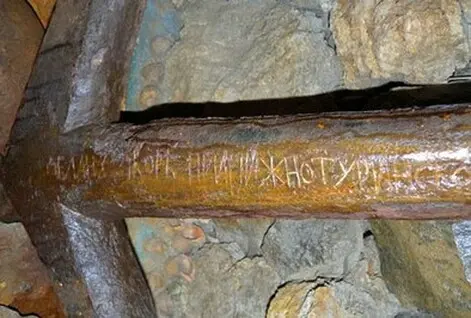
«В 1963 г. в Ильичевске подняли со дна моря старый якорь. Помимо заводского клейма, на нем сохранились надписи: Андрей Кротов, Иван Черкасов, Александр Москвин, Матвей Тюрин. По всей вероятности, первое имя - это имя якорного мастера, второе - управляющего кузницей, последние два - имена свидетелей, присутствовавших при испытании якоря на прочность» (30).
Можно с очень большой долей уверенности сказать, что данный якорь откован в Нижней Туре, в период управления Ивана Ивановича Черкасова с 1833 по 1841гг., чье имя высечено вторым на якоре, т. е.на положенном месте. Фамилия мастеровых Москвиных упоминается по ревизии с 1834г. Второй свидетель, Матвей Тюрин, является в 1824г. кузнецом Нижнетуринского завода.
Что касается Андрея Кротова, то в «Формулярных списках…» Нижней Туры в 1824г. он не упоминается, зато присутствую многие мастеровые, кузнецы Кротовы. И, вероятно, в период 1830-х годов, один из их сыновей и являлся кузнецом, подтвердившим качество якоря.